
Insight at Second Glance - The Human Error and its Root Causes
An excerpt from the GMP Compliance Adviser, chapter 1.E Deviation Management
13 min. reading time | by Christian Gausepohl, PhD
Published in LOGFILE 36/2023
To err is human - and is only too willingly used as the most probable cause for deviations of all kinds. It is also temptingly easy to look for the cause of error in individual (mis)behaviour. Everyone has a bad day, is distracted or unfocused, forgets or mixes things up and makes mistakes, even though they "actually" know how to do it correctly.
Nobody is perfect - and so the person concerned is retrained without questioning procedures and processes any further. The training is documented and the deviation is closed. But is it really that simple? At the latest when the same or a similar deviation occurs again and again, it is time to take a closer look.
Read an excerpt from the GMP Compliance Adviser, chapter 1.E Deviation Management by Christian Gausepohl.
Example for root cause analysis
In the course of a visual inspection of a room before the start of production activities, it was found that product residues from the preliminary product were still visible. The investigation of the cause showed that the employee had carried out the room cleaning in deviation from the process instructions (direct cause). However, the mere determination of a human error is not sufficient in this case. Further research shows that the employee was insufficiently trained in this cleaning process and was therefore not sufficiently qualified. This means that possible deficiencies in the training system (why was the employee not trained?) and in personnel management (why was an employee assigned to work for which he or she was not qualified?) must also be considered as possible contributing factors. If necessary, the true root cause can be a management failure due to insufficient capacities and resources in the training or qualification system.
Therefore, the goal of the failure investigation must be to identify one or more root causes. The documentation for this must reflect the results, argumentative rationale and the exclusion criteria. The documentation must also retrospectively be traceable in the event of future inspections or complaints as well as additional internal searches at a later date.
What is behind the human error?
Human error is easily identified as the cause. However, the investigation of the root cause must not stop here, because this consideration remains on the surface, as illustrated in the above example. The EU GMP Guide also contains the requirement not to simply stop with the mere identification of human error as the cause (Figure 1).
| Requirement for human error |
| Where human error is suspected or identified as the cause, this should be justified having taken care to ensure that process, procedural or systembased errors or problems have not been overlooked, if present. |
Figure 1 Requirements of the EU GMP Guide 1.4 (xiv)
Rather, the finding of human error can also be seen as a starting point for further investigation. A useful and simple technique for the examination is the 5 Why method. This method must be objective and focused on the goal of determining the cause. If the questions are stopped too early, the basic cause may not be determined.
Figure 2 shows the correlation of possible root causes in the determination of human error.

Figure 2 Possible root causes for a human error
Establishing and testing working hypotheses for root cause analysis
In answering the simple initial question: Why was the SOP on room cleaning not followed? many questions need to be asked in this context and various underlying causes could be identified. In this example, the most probable causes are formulated as working hypotheses and are examined with further questions. This approach allows the use of pre-formulated checklists during the investigation and thus facilitates the implementation.
Working hypothesis 1: The SOP was not suitable and the employee could not follow it.
Possibly the SOP contains too many details, is too complex or is not written according to the target group, i.e. it is not understandable. On the other hand, too few details can also lead to employees' own interpretations and possibly to deviations. Therefore, the questions should be:
- Did the SOP specifically demand the work step in question?
- Did the SOP describe exactly how the work step should be carried out?
- Does the SOP represent the reality of the work, i.e. do the SOP and the working method fit together?
- Are there several SOPs whose contents overlap or contradict each other?
Working hypothesis 2: The training was not suitable to prepare the employee sufficiently for the job.
Ideally, the training of the employee consists of several phases, i.e. reading the SOP, training the work steps on the job and checking the effectiveness of the training. In some cases, read-only training is carried out or in combination with on-site training without an effectiveness check. In addition, it must be conveyed that the employees understand that compliance with the SOPs is the only acceptable way of performing the work steps. Therefore, the questions should be:
- Do all employees perform the work steps in the same way?
- Was it the first time that the employee deviated from the specification?
- Did the training cover the content of the SOP?
- Were there any practical exercises? Was the training time sufficient?
- Did the trainer check whether the employee carried out the work steps correctly? Against which specification was this checked?
- Is all information available for the employee to be trained to perform the work steps correctly?
- Has the trainer explained the work steps correctly?
- Was the trainer competent and does he have the necessary training competence?
Working hypothesis 3: The employee is not suitable for the task or is overworked.
Not every employee can be suitable for all tasks. Here, for example, under- or overburdened employees can be the cause. Physical limitations can also play a role. Therefore the following questions should be asked:
- Was the employee able to perform the task physically?
- Does the employee have the appropriate skills, experience and knowledge?
- Did the employee have enough time to perform the cleaning according to SOP?
Working hypothesis 4: The process design is not aimed at avoiding errors.
The way the processes are set up influences the error rate during implementation. Some processes are complex and have interfaces and transfers to other processes. Both lean and human error prevention programmes focus on identifying and reducing waste and error-prone work steps. Therefore, the process design should be considered in the context of the root cause analysis:
- Does the SOP cover the entire current process?
- Can the employee carry out the prescribed process in practice as described in the SOP? Or are different people needed? Do several tasks have to be performed simultaneously?
- Is the process prone to errors and if so, why?
- Is the SOP available to the employee during the activity or does the employee have to perform the activities from memory?
Working hypothesis 5: The working environment is not conducive to correct execution.
The probability of errors increases if the employee performs several tasks at the same time or is frequently interrupted. This is primarily a management task, in order to carry out the allocation and coordination of daily tasks, projects, deadlines and training, thus reducing the probability of errors. The following questions should help:
- Was the workload too high, e.g. due to sick leave or unoccupied shifts? Were too many tasks distributed to the employees at the same time?
- Was the employee in a hurry to comply with the specifications? Could better scheduling have prevented the mistake?
- Were the necessary resources available (e.g. work material or employees for checking work steps)?
- Did the employee ask for support and not get it?
- Are the working conditions (e.g. lighting, noise) suitable for the correct execution of the work step or does distraction lead to possible errors?
- Did the supervisor also refer to the SOP in order to perform the work steps correctly?
There are some general models that can be used to assess and improve human error, e.g. Gilbert's Behavioral Engineering Model (Figure 3). In this model it is assumed that all six subject areas are equally important and must be addressed in order to positively influence human behaviour.
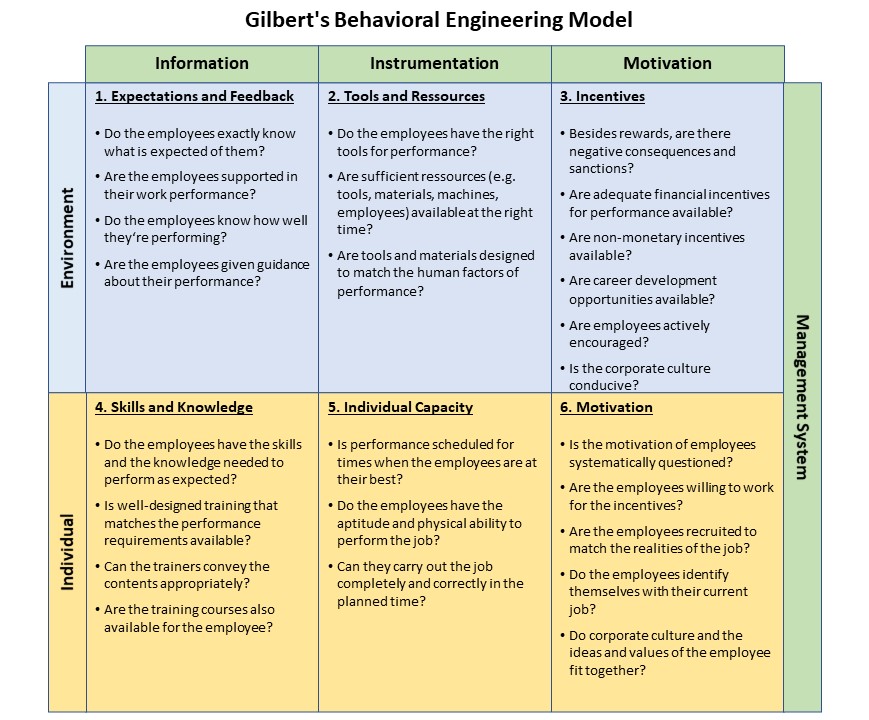
Figure 3 Gilbert's Behavioural Engineering Model1
This gives rise to important questions that influence the human error rate.
- Do the employees know what is expected of them and are they aware of the priorities? Do they get feedback on their work performance compared to expectations?
- Are the work resources available (equipment, procedures, environment, time) and are they suitable to improve work performance? Are there conflicting or competing requirements and tasks?
- What are the incentives to perform the tasks correctly? Is correct performance rewarded and poor performance addressed?
- Do the employees have the knowledge and skills to perform the tasks as expected and are they communicated in an appropriate way?
- Are the employees physically able to carry out the task correctly? Is the task planned for a period of peak performance? Are the planned processing times realistic?
- Does the work culture support the correct execution of the task? Are the personal and company incentives coordinated?
1 Modified according to Deb. Wagner, Human Performance Technology Toolkit
CONCLUSION: The company's quality culture is of great importance for sustainable improvement. This includes openly addressing the actual reasons for "human error". This is a challenge that is certainly not comfortable and requires the will of the management to want to achieve continuous improvement in this field.
Do you have any questions or suggestions? Please contact us at: redaktion@gmp-verlag.de







 | Named User License | 12M")

