
When APS Fail and First Air is at Risk
Report of the PDA Good Aseptic Manufacturing Conference 2026
4 min. reading time | by Dr. Sabine Paris
Published in LOGFILE 14/2026
At the PDA Good Aseptic Manufacturing Conference 2026, Alberto Gonzales (Takeda) discussed challenges and practical solutions related to aseptic process simulations (APS). Anna Campanella (Takeda) and Hussein Bachir (Franz Ziel) explored how first air protection in aseptic processing can be compromised by equipment design, glove interventions, and operator activities.
If your aseptic process looks like a horse, your APS looks like a unicorn.
This memorable analogy was used by Alberto Gonzales (Takeda) during his presentation at the PDA Good Aseptic Manufacturing Conference 2026, where he discussed challenges and practical solutions related to aseptic process simulations (APS).
According to EU GMP Annex 1, an APS should mimic the routine aseptic manufacturing process as closely as possible. In practice, however, APS runs have deliberate differences due to regulatory requirements. They use sterile growth media instead of product, employ clear containers instead of opaque or amber ones, and require incubation of the filled units. These differences can themselves introduce contamination risks and may ultimately lead to a failed APS
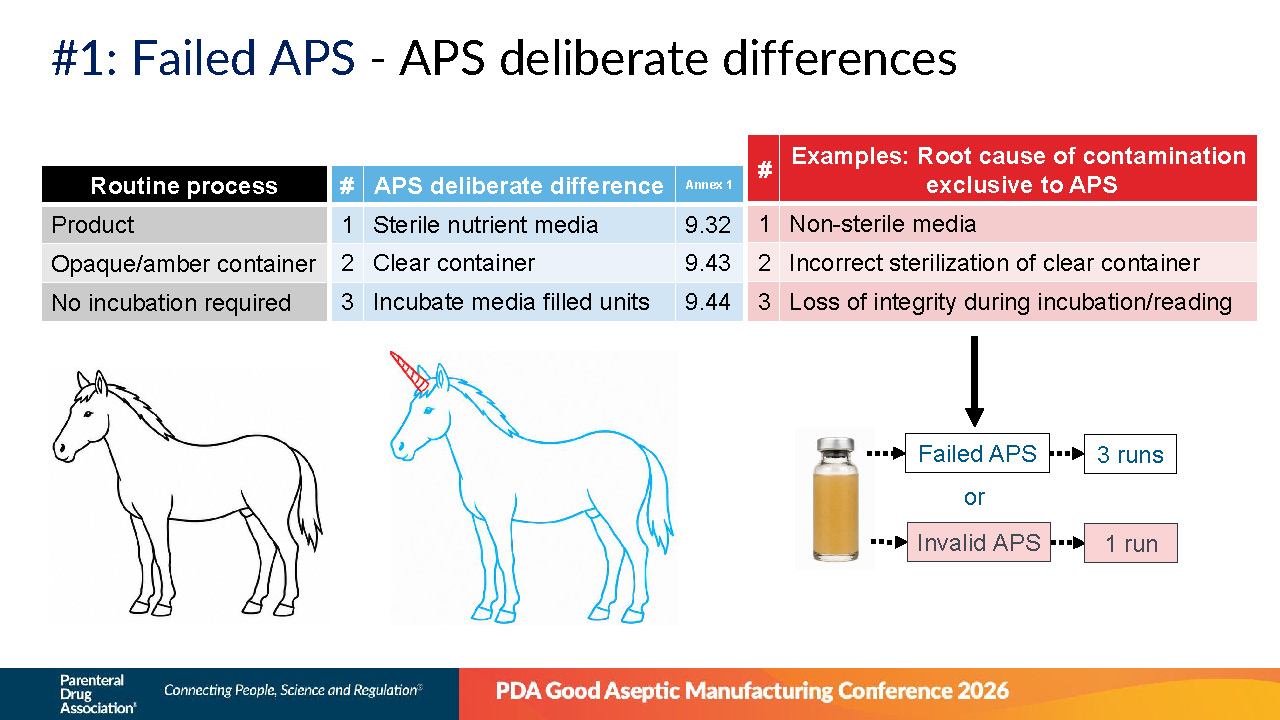
Figure 1 | Deliberate differences of APS compared to the routine process (Source: Alberto Gonzales, PDA Good Aseptic Manufacturing Conference 2026)
Consider APS invalidation!
Annex 1 requires that any failed APS be followed by at least 3 consecutive successful repeat APS runs. However, the guidance is silent on APS invalidation.
PDA Technical Report No. 22 (Process Simulation for Aseptically Filled Products) provides additional insight, stating that an APS may be invalidated if it has been compromised by conditions that are not normally part of the routine aseptic process. In such cases, the invalidated run may be replaced by a single repeat APS rather than triggering the requirement for 3 consecutive successful runs.
A valuable reminder that understanding the difference between a failed APS and an invalidated APS can have significant implications.
First air is not a given – it must be protected.
Anna Campanella (Takeda) and Hussein Bachir (Franz Ziel) explored how first air protection in aseptic processing can be compromised by equipment design, glove interventions, and operator activities.
A key takeaway from Anna's presentation regarding first air: isolator design and operations must work together to preserve first air over critical surfaces. Non-sterile components should be positioned to avoid airflow interference, while operational practices should minimize disturbances and turbulence.
Hussein demonstrated what distinguishes acceptable from unacceptable airflow turbulence. Localized turbulence that does not penetrate the first air protective shield may be acceptable. Turbulence that disrupts first air protection, however, can potentially introduce contamination risks and must be avoided. Also turbulences below the critical point of protection (second air) are considered unacceptable if they raise above the critical point of protection and disrupt first air protection.
Another important point raised by Hussein: Computational Fluid Dynamics (CFD) can provide valuable scientific insight during design and risk assessment, but must be confirmed by qualification via smoke studies.
Understanding airflow behaviour remains a cornerstone of contamination control.
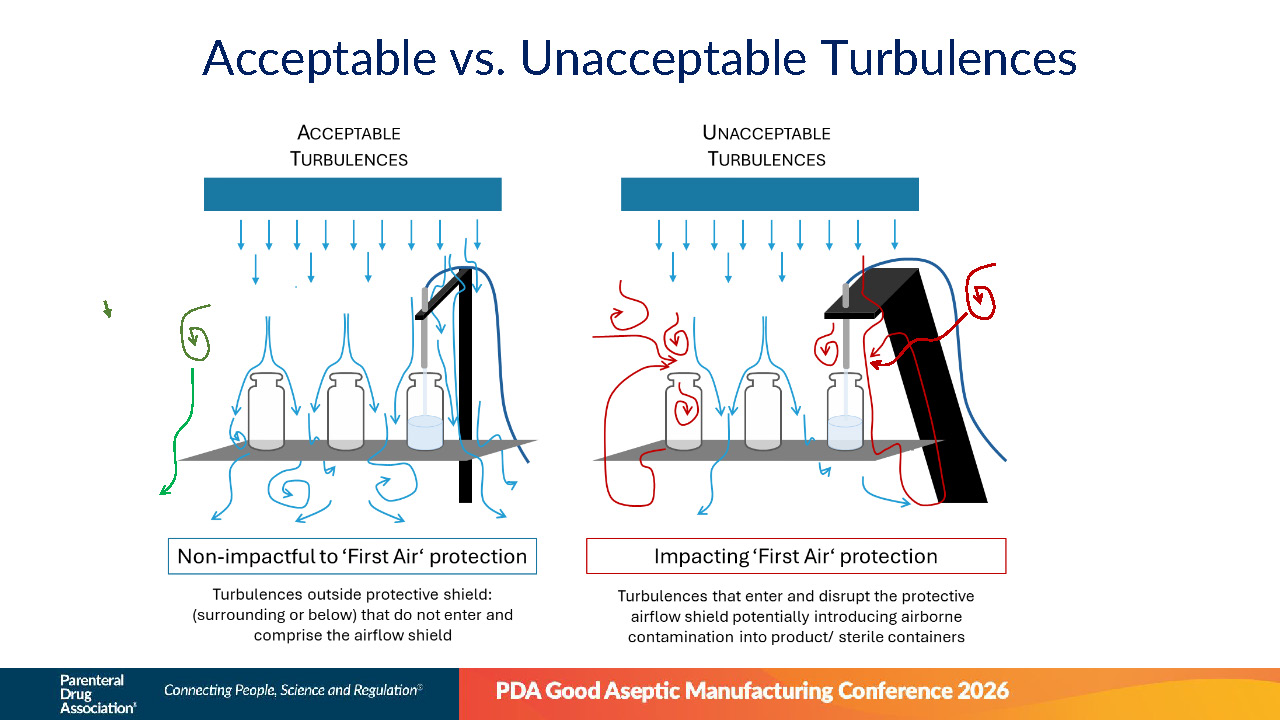
Figure 2 | Acceptable versus unacceptable turbulences (Source: Hussein Bachir, PDA Good Aseptic Manufacturing Conference 2026)
Do you have any questions or suggestions? Please contact us at: redaktion@gmp-verlag.de






 | Named User Licence | 12M")

